Präzision bei jedem Grad Celsius
Härterei
Mit modernsten Vakuumhärteöfen, speziellen Nitrieranlagen und fundiertem Fachwissen bieten wir maßgeschneiderte Lösungen für Ihre Bauteile. Seit 1927 perfektionieren wir unsere Wärmebehandlungsverfahren für höchste Präzision und Qualität in Rekordzeit.
Verfahren
Mit unserem Fokus auf Effizienz und Präzision garantieren wir Ihnen eine rasche Bearbeitung Ihrer Wärmebehandlungsaufträge, ohne Kompromisse bei der Qualität einzugehen. Unser erfahrenes Team setzt modernste Technologie ein, um Vakuumhärten und Plasmanitrieren so effektiv wie möglich zu gestalten. Verlassen Sie sich auf uns, um Ihre Fristen einzuhalten und gleichzeitig hervorragende Ergebnisse zu erzielen. Unsere Spezialisierung auf modernste Wärmebehandlungsverfahren garantiert optimale Werkstoffeigenschaften sowie den minimalsten Verzug. Jeder Prozess ist präzise dokumentiert und nach ISO 9001 qualitätsgesichert.
-
![]()
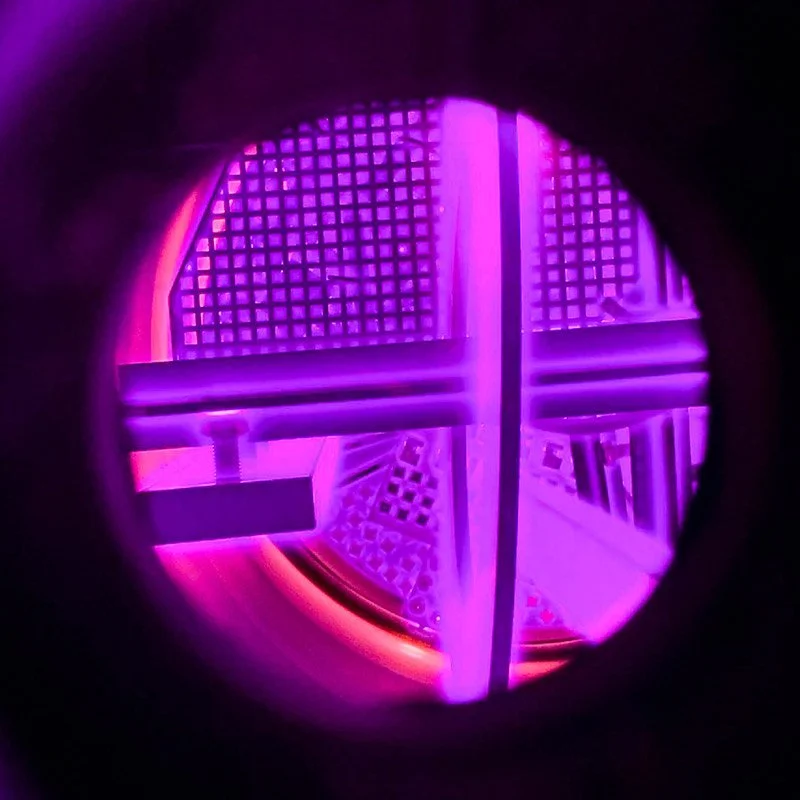
Vakuumhärten
Präzisionshärtung mit minimalstem Verzug durch gleichmäßige Gasabschreckung in modernen Vakuumöfen.
Mehr erfahren >
-
![]()
Nitrieren
Oberflächenhärtung für maximale Verschleißfestigkeit und verbesserte Korrosionsbeständigkeit bei niedrigen Temperaturen.
Mehr erfahren >
-
![]()
Glühen
Spannungsabbau und gezielte Gefügeoptimierung für verbesserte Bearbeitbarkeit und definierte mechanische Eigenschaften.
Mehr erfahren >


Ergänzende Wärmebehandlungsverfahren & Services
-
![]()
Materialanalyse
Präzise Werkstoffbestimmung durch RFA und OES-Verfahren für die exakte Identifikation der chemischen Zusammensetzung Ihrer Materialien.
-
![]()
Härteprüfung
Umfassende Prüfverfahren nach HRC, HV, UCI und Leeb-Standards zur Qualitätssicherung und Dokumentation Ihrer Bauteile.
-
![]()
Tiefkühlen
Reduzierung des Restaustenits auf unter 2% durch kontrollierte Stickstoffkühlung für maximale Maßhaltigkeit und verbesserte Bearbeitbarkeit.
-
![]()
Dokumentation
Lückenlose digitale Prozessdokumentation mit Temperaturverläufen für höchste Rückverfolgbarkeit und Zertifizierungsanforderungen.
-
![]()
LPC
Optimale Oberflächenhärtung durch Vakuumaufkohlen für höchste Verschleißfestigkeit ohne Oxidation und mit minimalem Verzug.
-
![]()
Für AM Bauteile
Optimierte Wärmebehandlung für 3D-gedruckte Komponenten zur Beseitigung drucktypischer Gefügefehler.



Werkstoffauswahl für Ihre Wärmebehandlung
Für optimale Härtungsergebnisse ist die richtige Werkstoffwahl entscheidend.
Während Vakuumhärtung primär für legierte Stähle mit ausreichender Härtbarkeit geeignet ist, kann unser Plasmanitrieren bei nahezu allen Stählen eingesetzt werden.

Qualitätssicherung in jeder Phase
Unsere ISO 9001-zertifizierten Prozesse garantieren höchste Qualität bei optimierten Durchlaufzeiten. Modernste Prüfverfahren und vollständige Dokumentation sichern die Zuverlässigkeit Ihrer gehärteten Bauteile – von der Materialanalyse bis zur Endkontrolle.